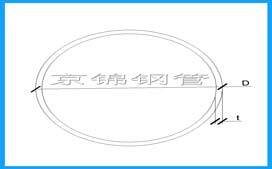
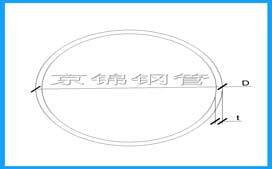
由于溝槽管件與管道外壁的連接,管道外徑的過度偏差會使管道與卡箍不匹配,導致接頭滲水,此外,如果管道材料不合格,鍍鋅層不牢固,管壁厚度不足,在壓槽過程中可能會導致管道斷裂大量鍍鋅層脫落或高頻焊縫開裂,最終導致接頭滲水或斷裂,因此,嚴格控制管道質量非常重要。
如果鍍鋅焊接鋼管應符合《低壓流體輸送鍍鋅焊鍍鋅鋼管接鋼管》,各種管道均應符合相應的國家標準。
1.用切割機按需長度切割鋼管,切口應平整。
2.在滾槽機上架設需要加工溝槽的鋼管。
3.將水平尺放在鋼管上,用水平尺測平,使鋼管保持水平。
4.將鋼管端面與滾槽機止面貼緊,使鋼管中軸線與滾槽機止面垂直。
5.啟動滾槽機,慢慢按下千斤頂,使上壓輪均勻鍍鋅鋼管地滾動鋼管,直溝槽深度停止。
6.用游標卡尺檢查溝槽的深度和寬度,確認符合標準要求后,卸下千斤頂,取出鋼管。
用電動套絲機時:。
①管徑DN25mm以上要分兩次以上套絲,不可一次套成,管子螺紋要規整,不得有斷絲或缺絲等缺陷。
②管螺紋加工時應根據管徑的不同,分別選用相應的絞板和板牙,加工時用力要均勻。
③加工好的螺紋應端正不亂扣,光滑無毛刺,完整不掉扣,松緊程度適當。
管道螺紋連接時:。
①在管子的外螺紋與管件或閥件的內螺紋之間用油性生料帶,用油性生料帶螺紋的第二扣開始沿螺紋方向進行纏繞,纏繞7-10圈,然后擰上管件,再用管鉗收緊。
②纏繞要適當,不得把油性生料帶入管腔以免堵塞管路,鍍鋅鋼管。
Copyright ? 2018-2022 佛山市京錦鋼鐵有限公司 版權所有
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界 電話:13927776689
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界
電話:13927776689
企業郵箱:1003000354@qq.com 業務QQ:1003000354
業務QQ:1003000354